Börja med ett arbetsstycke som har ett hörn A med vinkeln alfa, helst 135°.
Detta arbetsstycke tillverkades genom ett vinkelkap, t.ex. på en bordssåg (Altendorf, Martin, Panhans, SCM, Casadei etc.) och kantbearbetades sedan på en kantbandningsmaskin (Holz Her, Brandt, IMA, Homag, Ott, Hebrock etc.) och frästes i plan och radie.
Börja:
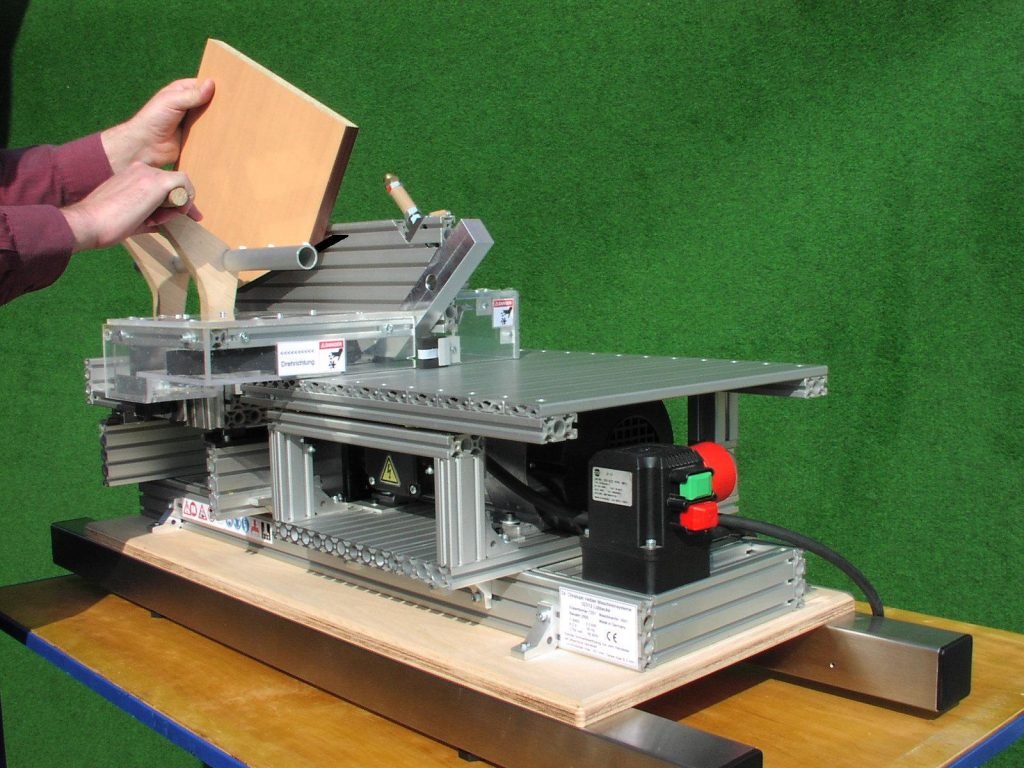
Delen förs in i hörnformarens vänstra sida på ett rörligt bord och trycks mot det främre anslaget.
Steg 1
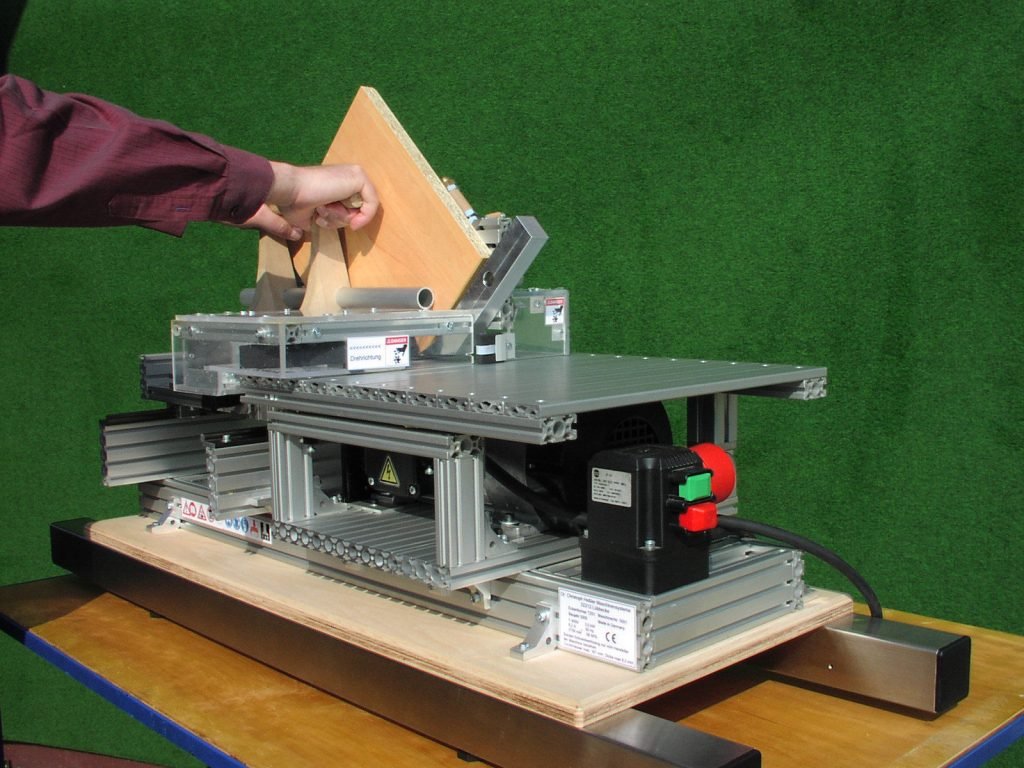
I detta läge spänns detaljen fast med en spak. Genom att ytterligare öka kraften sätts bordet med detaljen i rörelse och flyttas förbi det roterande verktyget.
Den utskjutande änden av kantlisten fräses bort och detaljen får en radie (visas som en streckad linje). Det finns nu fortfarande spetsiga resthörn (upptill och nedtill), som tas bort i nästa steg.
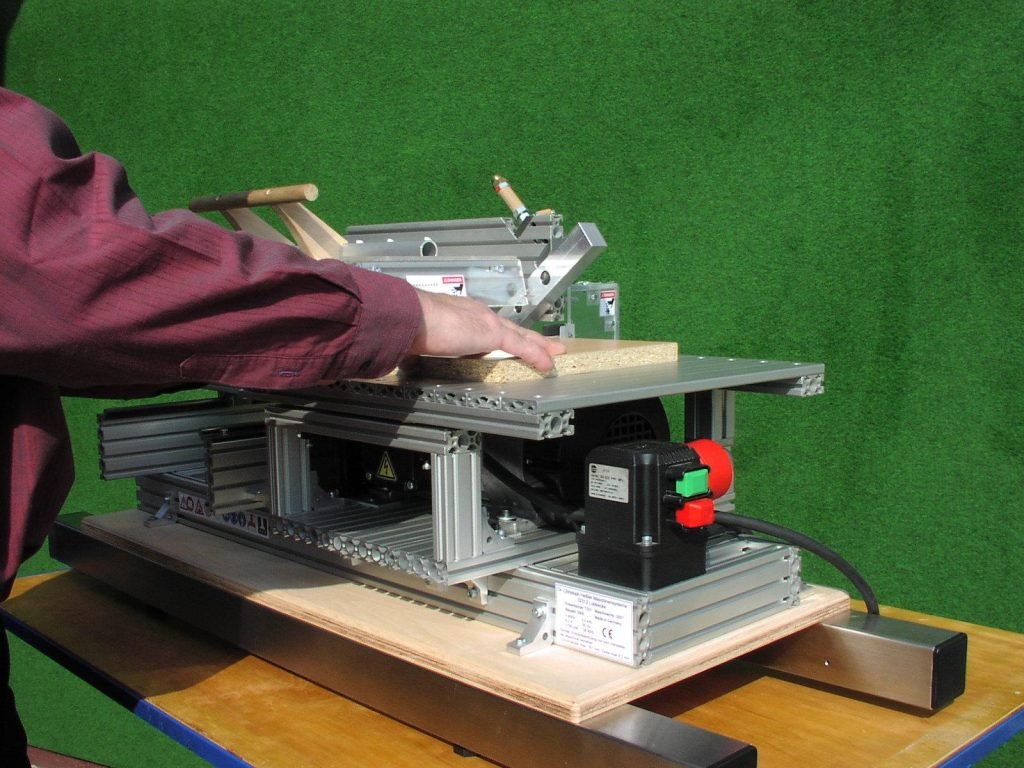
Steg 2
För att göra detta, placera detaljen horisontellt på bordet på höger sida och positionera den mot ett roterande stopp.
Den skjuts fram och tillbaka horisontellt. Detta avlägsnar ett kvarvarande hörn. Delen vänds för det andra kvarvarande hörnet och processen upprepas.
Hörnet är helt maskinbearbetat.
Slutsats:
Tidsbesparingen jämfört med avstickning, filning och slipning är upp till 90% med bättre kvalitet