Start with a workpiece that has a corner A with an angle alpha, preferably 135°.
This workpiece was produced by an angular cut, e.g. on a sliding table saw (Altendorf, Martin, Panhans, SCM, Casadei etc.) and then edged on an edge banding machine (Holz Her, Brandt, IMA, Homag, Ott, Hebrock etc.) and milled flush and radius.
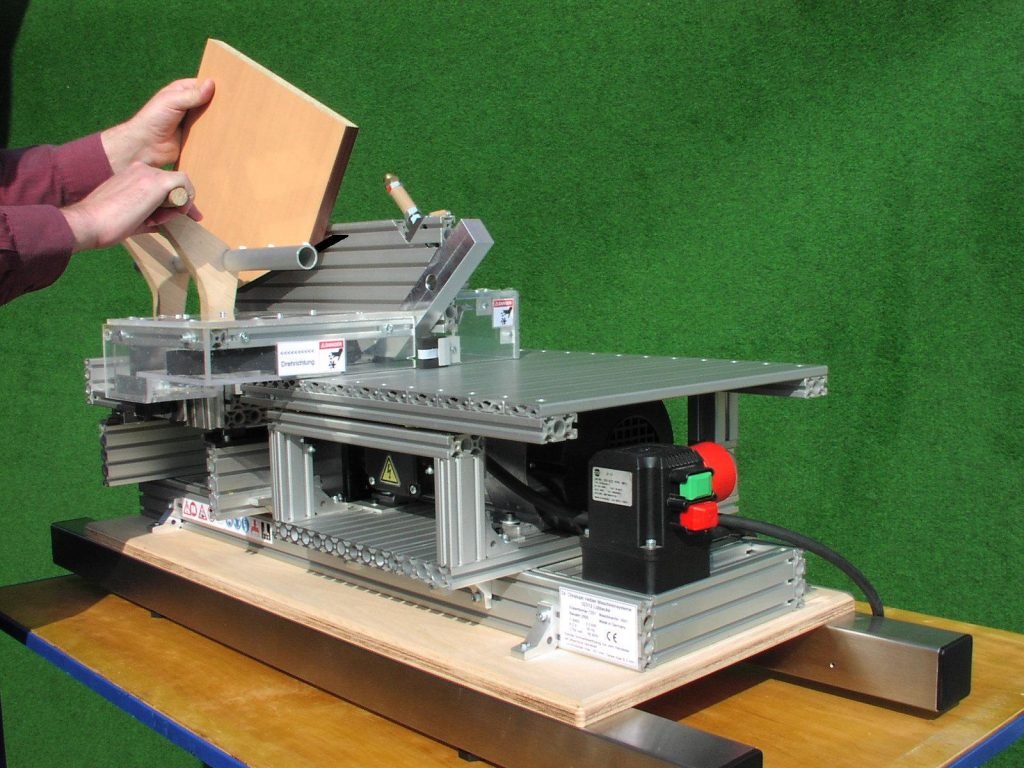
Start:
The part is inserted into the left-hand side of the corner former on a movable table and pushed against the front stop.
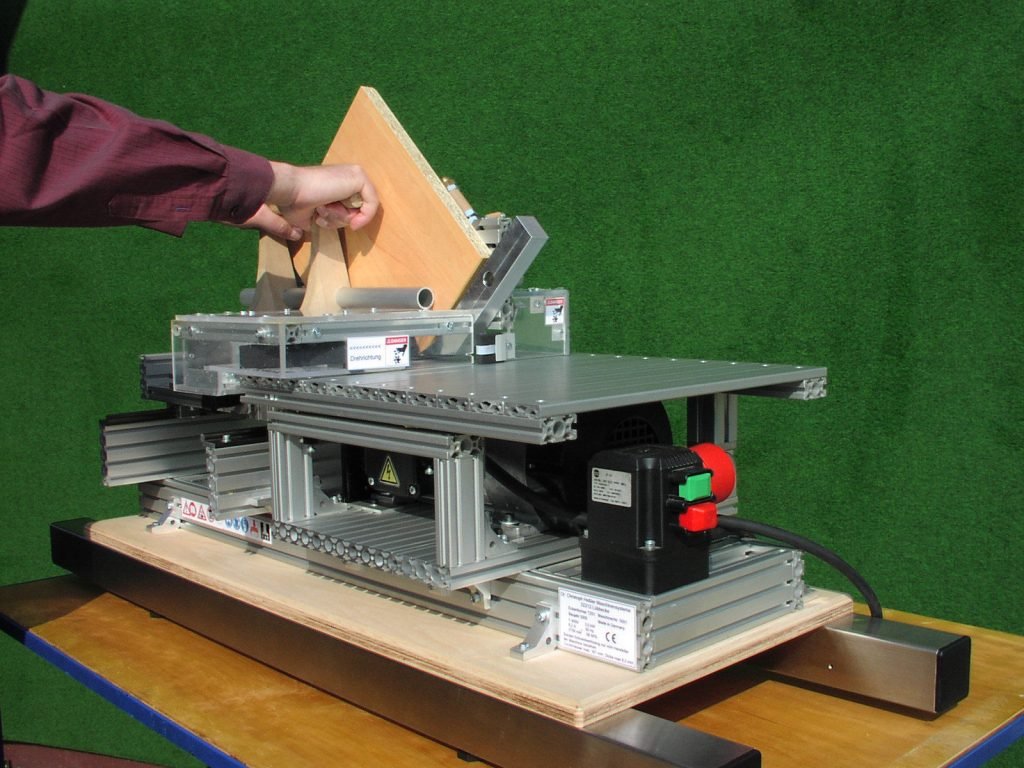
Step 1
The part is clamped in this position with a lever. By further increasing the force, the table with the part is set in motion and moved past the rotating tool.
The protruding end of the edge strip is milled off and the part is given a radius (shown as a dashed line). There are now still pointed residual corners (top and bottom), which are removed in the next step.
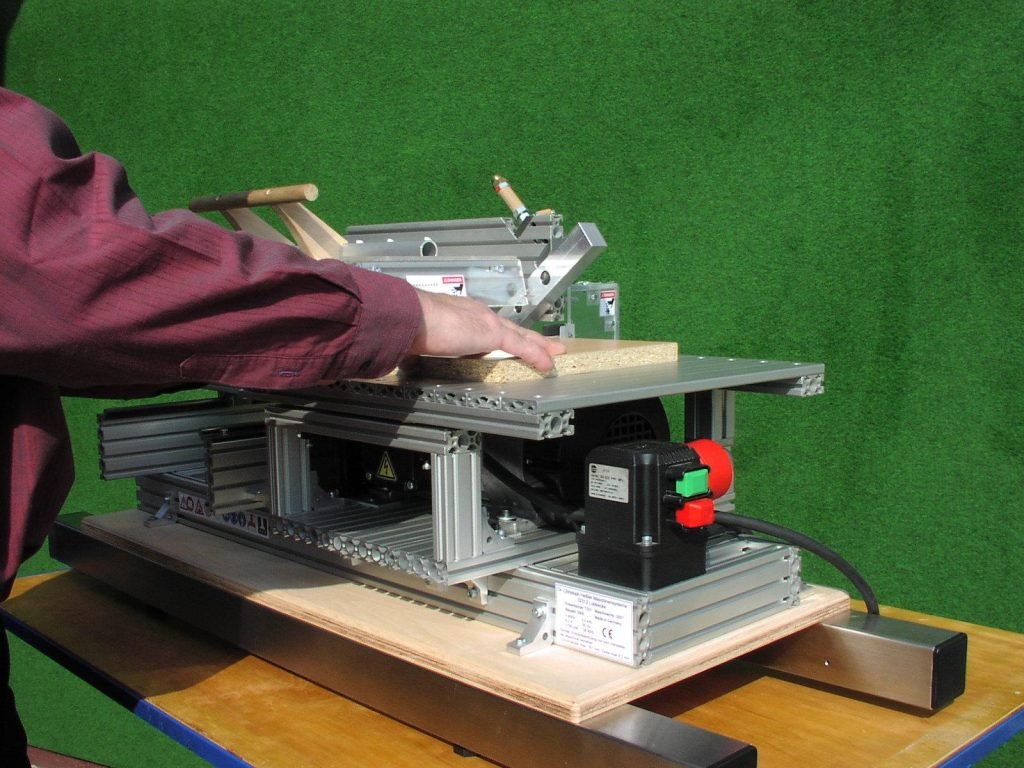
Step 2
To do this, place the part horizontally on the table on the right-hand side and position it against a rotating stop.
It is pushed back and forth horizontally. This removes one leftover corner. The part is turned over for the second remnant corner and the process is repeated.
The corner is completely machined.
Conclusion:
The time saving compared to parting off, filing and grinding is up to 90% with better quality