Begin met een werkstuk dat een hoek A heeft met een hoek alpha, bij voorkeur 135°.
Dit werkstuk werd geproduceerd door een hoekzaagsnede, bijvoorbeeld op een schuiftafelzaag (Altendorf, Martin, Panhans, SCM, Casadei enz.) en vervolgens gekant op een kantenaanlijmmachine (Holz Her, Brandt, IMA, Homag, Ott, Hebrock enz.) en vlak en radius gefreesd.
Start:
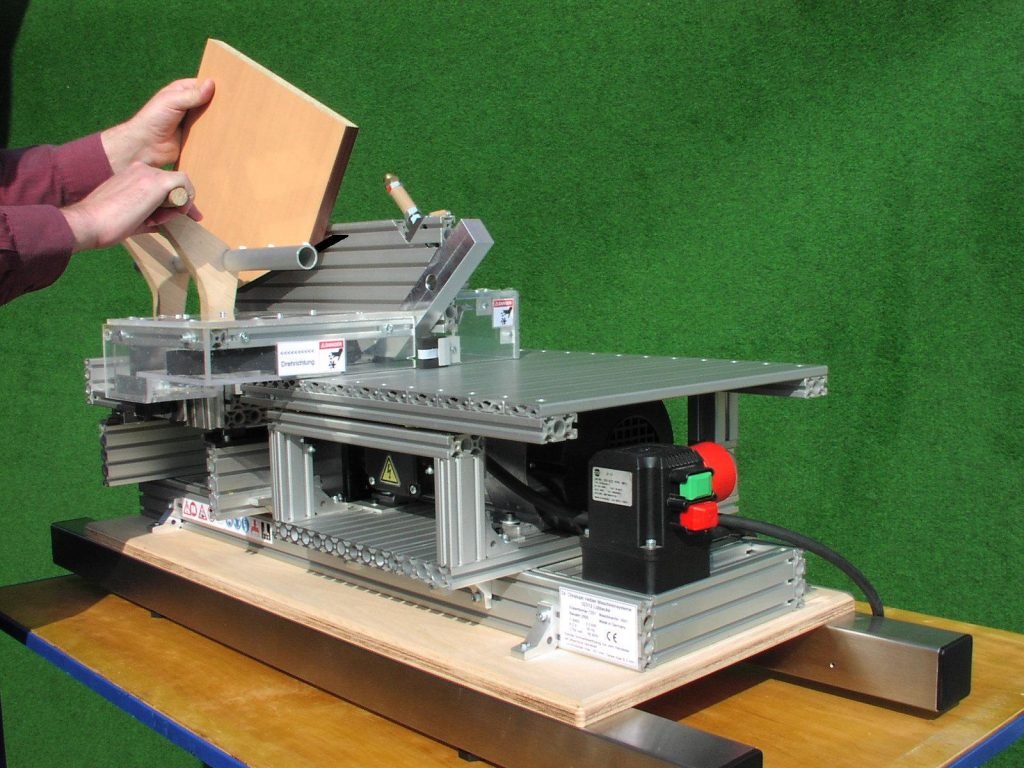
Het onderdeel wordt in de linkerkant van de hoekvormer op een beweegbare tafel geplaatst en tegen de voorste stop gedrukt.
Stap 1
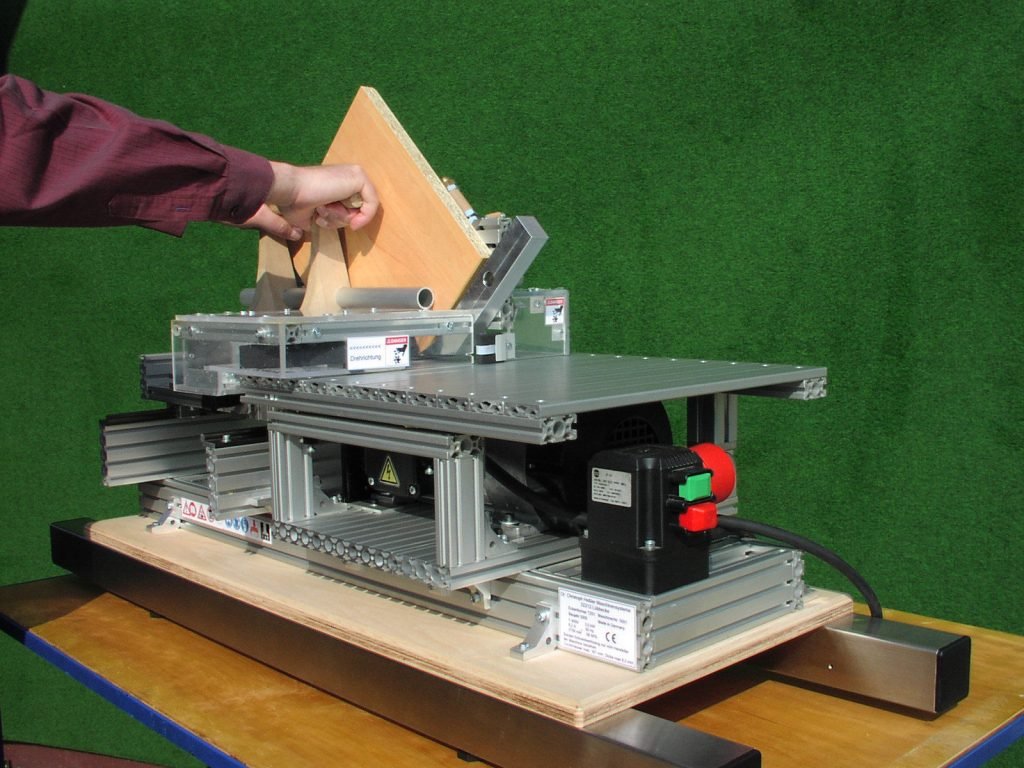
Het onderdeel wordt in deze positie vastgeklemd met een hefboom. Door de kracht verder op te voeren, wordt de tafel met het onderdeel in beweging gebracht en langs het roterende gereedschap bewogen.
Het uitstekende uiteinde van de kantstrip wordt weggefreesd en het onderdeel krijgt een radius (weergegeven als stippellijn). Er zijn nu nog puntige resthoeken (boven en onder), die in de volgende stap worden verwijderd.
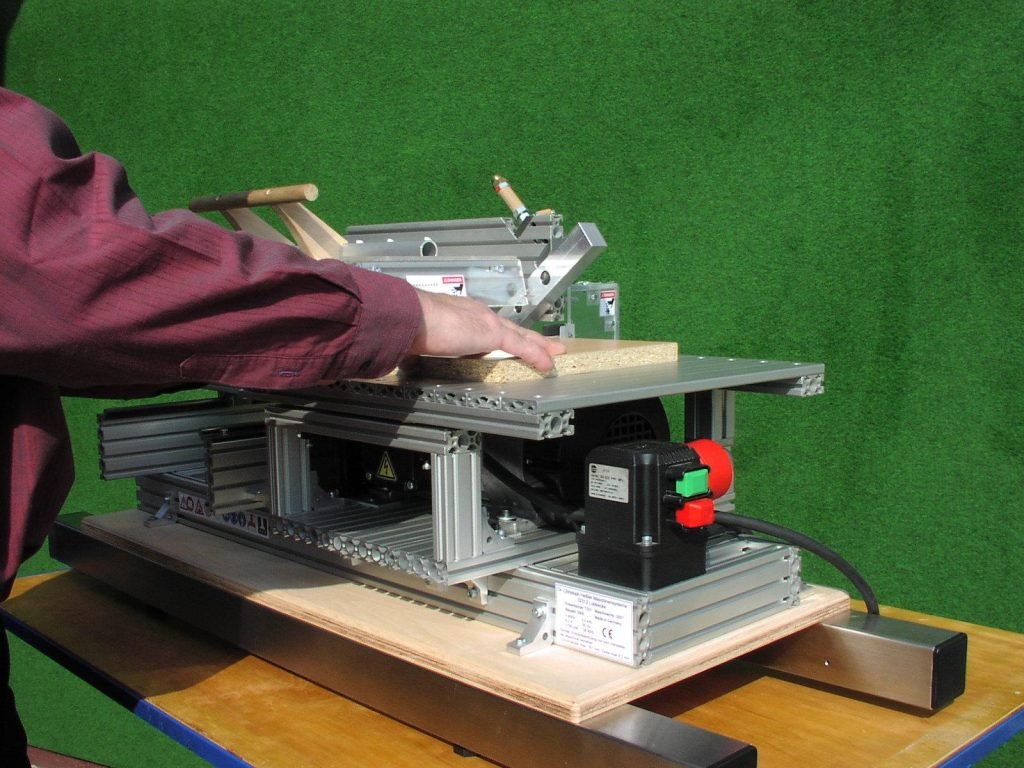
Stap 2
Om dit te doen, plaatst u het werkstuk horizontaal op de tafel aan de rechterkant en plaatst u het tegen een roterende stop.
Het wordt horizontaal heen en weer geschoven. Hierdoor wordt één overgebleven hoek verwijderd. Het onderdeel wordt omgedraaid voor de tweede resthoek en het proces wordt herhaald.
De hoek is volledig bewerkt.
Conclusie:
De tijdsbesparing ten opzichte van afkorten, vijlen en slijpen is tot 90% met een betere kwaliteit.